
高速雷射熔覆 Laser Cladding
熔覆 (Cladding) 是一種先進的雷射增材製造技術,利用高功率雷射精確控制的能量將表面材料冶金結合到基材上。
通過這種精確控制,可以實現焊接或冶金結合,同時將熱量對基材和表面材料的不良影響降至最低。
雷射熔覆產生的冶金結合讓塗層和基材之間具有極高的結合強度—這是塗層快速凝固的結果,從而產生極其細緻與耐磨的組織結構。
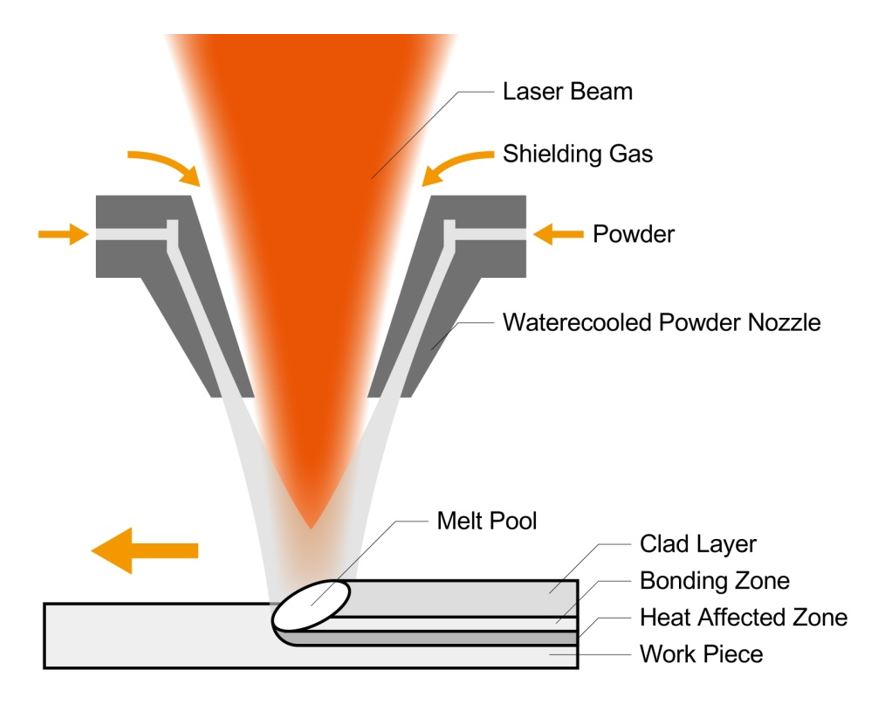
高速雷射熔覆技術,將革命性的替代傳統塗層工法。其不同之處在於粉末在工件一定距離處被雷射熱源融化,並高速噴射到工件表面形成極薄的冶金層,效率佳,可以快速的完成大面積塗層,熔覆層厚度依照需求可以從0.1-1mm區間做調整,且對基材的影響極小。
雷射熔覆優劣
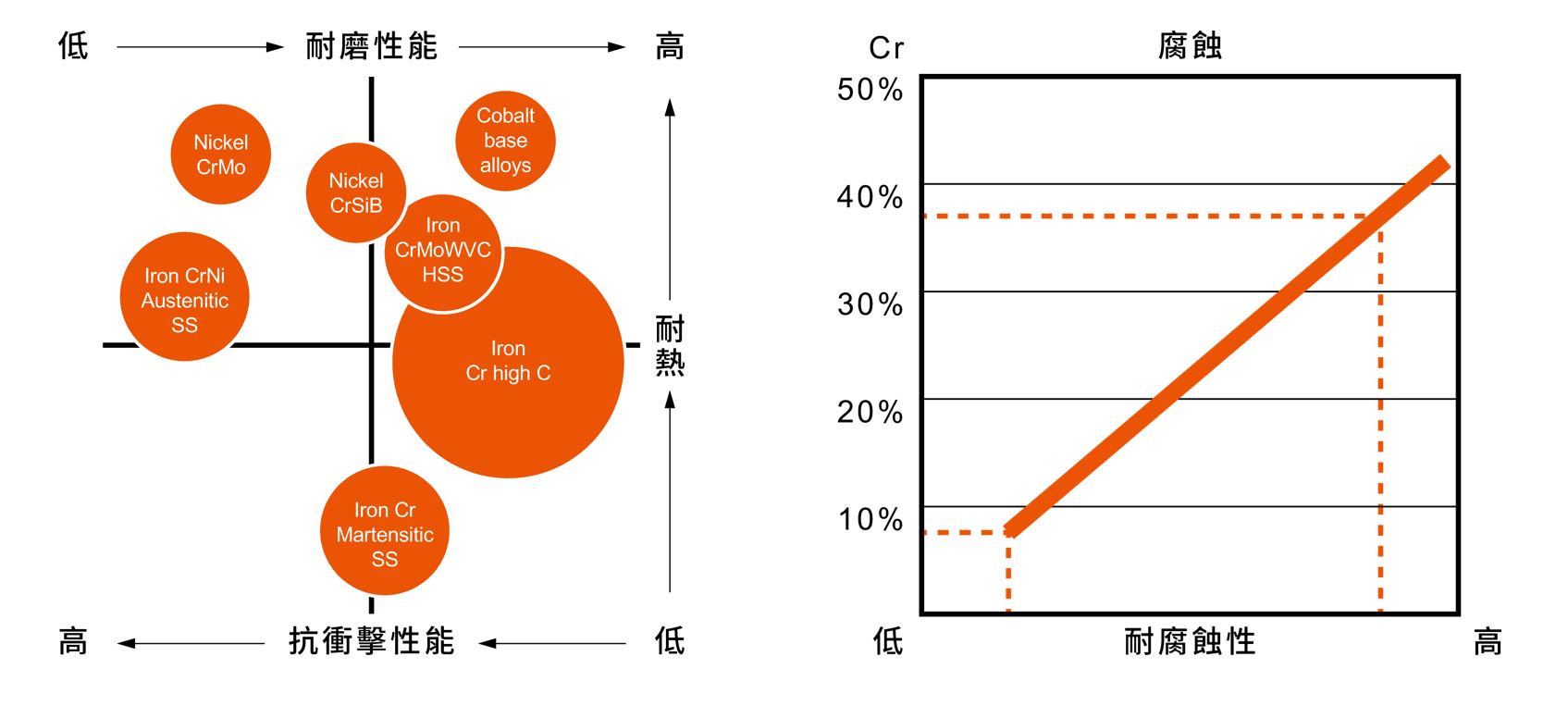
Powder Chemical 粉末化學成分
化學成分決定了塗層的耐磨、耐熱、衝擊
雷射熔覆與其他表面改質技術比較
雷射塗層特點
● Cold 冷:Limited Heat Input/熱輸入小
● Smooth 平:Low Dilution/稀釋率低
●Tough 強:Fine Microstructure/組織細密
通過這種精確控制,可以實現焊接或冶金結合,同時將熱量對基材和表面材料的不良影響降至最低。
雷射熔覆產生的冶金結合讓塗層和基材之間具有極高的結合強度—這是塗層快速凝固的結果,從而產生極其細緻與耐磨的組織結構。
雷射熔覆應用
目前的耐蝕、耐磨主要是採用鍍硬鉻、熱噴塗或其它堆焊技術來修復,不過這些技術均有各自的侷限性。高速雷射熔覆技術,將革命性的替代傳統塗層工法。其不同之處在於粉末在工件一定距離處被雷射熱源融化,並高速噴射到工件表面形成極薄的冶金層,效率佳,可以快速的完成大面積塗層,熔覆層厚度依照需求可以從0.1-1mm區間做調整,且對基材的影響極小。
雷射熔覆優劣
Powder Chemical 粉末化學成分
化學成分決定了塗層的耐磨、耐熱、衝擊
雷射熔覆與其他表面改質技術比較
|
電弧焊 |
HVOF噴焊 |
鍍硬鉻 |
雷射熔覆 |
|
|
入熱量 |
高 |
低 |
無(化學沉積) |
低 |
|
稀釋率 |
10 – 40% |
無(機械結合) |
無 ( 沉積塗層 ) |
<5% |
|
硬度 (HV) |
相對較低 |
<1100 |
800 – 1000 |
>1000 |
|
熱影響 |
大而寬 |
小 |
無 |
小 |
|
塗層品質 |
冶金結合 |
剝落風險 |
易碎裂和剝離 |
冶金結合 |
|
前/後處理程序 |
多 |
多 |
多 |
少 |
|
製程自動化 |
半自動化 |
半自動化 |
不易 |
自動化 |
|
厚度 |
>1mm |
0.1 – 0.5mm |
0.005 – 0.1mm |
>0.1mm |
雷射塗層特點
● Cold 冷:Limited Heat Input/熱輸入小
● Smooth 平:Low Dilution/稀釋率低
●Tough 強:Fine Microstructure/組織細密